
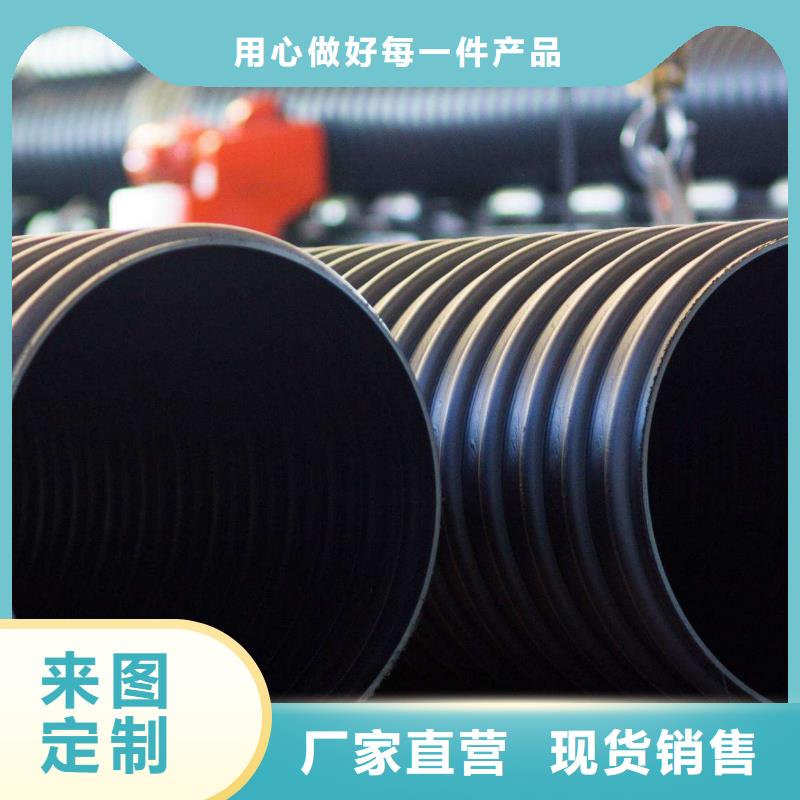
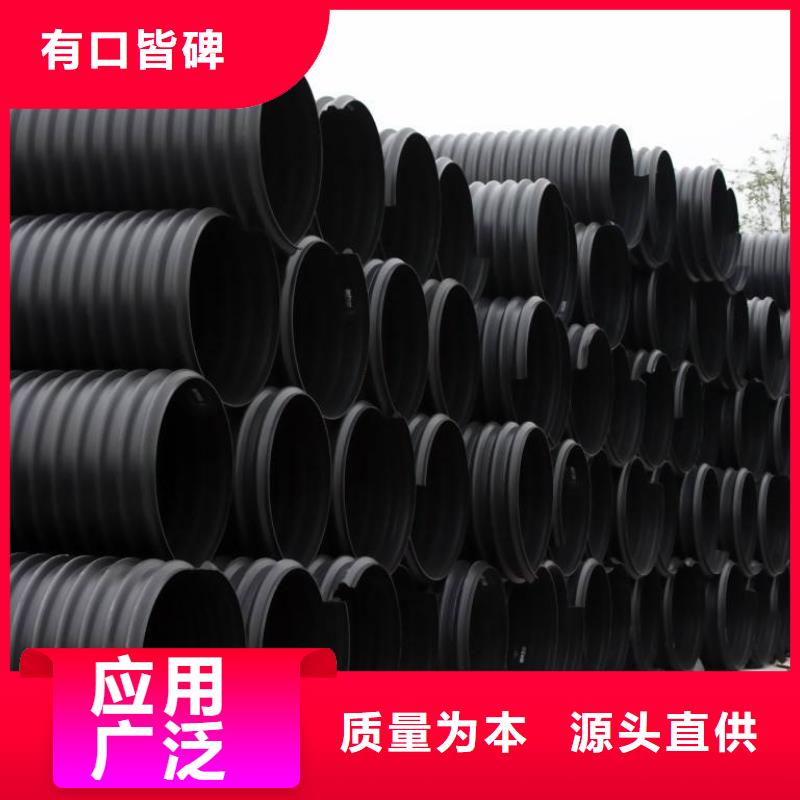
以下是:钢带增强管距您较近的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 原料 聚乙烯PE、钢带、粘接树脂 钢带类型 冷轧钢板 颜色 黑色 环刚度 10千牛 端口型式 螺旋形端口 钢带增强管距您较近,腾达汇泰塑胶制品有限公司(彭泽分公司)为您提供钢带增强管距您较近的资讯,联系人:张经理,电话:15128236566、15128236566,QQ:297938432,发货地:昝岗镇工业区。 江西省,九江市,彭泽县 彭泽县,隶属于江西省九江市,地处江西省北部,赣(江西)皖(安徽)两省交界处,长江中下游,东邻安徽省东至县,南与省内鄱阳县、都昌县毗邻,西连省内湖口县,北与安徽省宿松县、望江县隔长江相望;为中亚热带的过渡带,雨量充沛,四季分明,光照较足,霜期较短,总面积1544平方千米。根据第七次人口普查数据,截至2020年11月1日零时,彭泽县常住人口为284757人。
文字描述虽好,但视频更能直观展示钢带增强管距您较近产品的每一处细节。以下是:钢带增强管距您较近的图文介绍
九江彭泽腾达汇泰塑胶制品有限公司成立至今,秉承“双赢”的发展理念,赢得了国内一大批企业、个人、商家的信任和支持!
九江彭泽腾达汇泰塑胶制品有限公司重视人才、技术,实施的现代企业动作机制,坚持以“以客为本精益求精”的宗旨和持续发展的理念,不断完善【钢带增强管,给水管,波纹管,排污管,PE管,上水管,梅花管,电力管,Mpp电力管,穿线管,排水管,排污管,消防管,钢丝网骨架管】,推陈出新,以满足不同客户的需求。
电热熔连接时,必须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带必须有生产厂家配套供应,其步骤如下:
1,检查管道和电热熔带是否有损伤。
2,对齐管道和杂物。
3,通过水平杆或沙袋将要连接的管道放在离地面20-30cm处。地基上挖有操作坑的可将管道直接放置在地基上,操作坑宽为电热熔带宽的2倍,深为管底下30cm,并水平对齐。
4,用洁净的布彻底将管道的外表面和电热熔带第壁上的杂物掉,包括水气,油类污物可用对PE材料焊接有帮助的溶剂擦拭。
5,用电热带将已水平对齐的管道要连接的部分紧紧圈住,外面再用耐热带紧固。
6,将焊机的输出线端与电热熔带的连接头相接。
7,焊接在电热熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。
热收缩带连接方法 热收缩带的施工环境温度一般应为-20~60℃,若环境温度低于0℃,应采取保温措施;连接时必须按照热收缩带的工艺要求进行操作,其步骤如下:
1,检查两端连接管的对接端面是否平整,要求两端面合拢后的局部间隙小于6mm,如达不到要求需要进行现场修整,直到达标为止。
2,架空两待接管端部,使其离地面或沟壁有一定距离。
3,将热缩带穿套在两待接管的一端上,拉到距离连接端面大于500mm的位置。
4,打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰、波谷槽都要用钢丝刷磨粗糙,少要打磨三个半波节长,钢丝刷的外形应与波纹管外形一致。
5,用清洁的布,将打磨后的管端部分擦干净。
6,将两对接管端面对齐并固定,不能有错位。
7,用与被连接管相溶的PE焊条,用小喷咀的小火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上,以将两端连接处固定。
8,用火焰预热的时候,使表面温度达到40-50℃,可用温度计进行监控。
9,在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接固。
10,预热待接管两端到打磨线以内,使表面温度达到40-50℃。
11,,烘烤。首先应用红火焰(或用专用环形烘烤器)从一端开始,沿热缩带圆周方向均匀移动(严禁火焰沿长轴方向移动或在一处停留),待一端的一周收缩好后,再逐渐延伸加热,注意要一周一周的均匀加热。在烘烤的过程中,还应及时的用光洁的滚筒或戴防热手套对已收缩部位轻轻加压,使其紧贴波形并除去残余空气,当加热收缩到5cm处时,可将火焰转向加热收缩带内壁的热熔胶,然后再转向外壁。待热收缩管完成后,再用火均匀加热,让热熔胶充分熔化,以至于端部有热熔胶溢出。
这里要指出的是,要掌握好火焰的加热温度,既不能过高把PE管外壁烧坏,也不能过低,过低会使热熔胶未能充分熔化不能粘牢、达不到剥离强度的要求。
钢带增强管距您较近,腾达汇泰塑胶制品有限公司(彭泽分公司)专业从事钢带增强管距您较近,联系人:张经理,电话:15128236566、15128236566,QQ:297938432,发货地:昝岗镇工业区,以下是钢带增强管距您较近的详细页面。







